
SUPCON DCS系統在丙烷生產上的應用
中國自動化網
摘要: 我廠丙烷脫瀝青裝置年加工量為18萬噸,裝置存在工藝路線比較復雜,控制點多,高溫高壓,生產環境差等諸多特點,特別是大規模連續性生產,對人工操作提出了很高的要求,如果溫度,流量,壓力等控制不好,都會造成產品質量和收率的下降,倘若出現操作失誤,必然帶來巨大的損失。
Abstract:
Key words :
為了有效解決這些問題,廠引進了一套國內比較先進的計算機集散控制系統" title="控制系統">控制系統,我車間針對工藝裝置的需要,對這套系統進行了開發應用。
JX-300 X 系統簡介
JX-300 X 系統是浙大中控自動化公司設計的一代全數字化的集散控制系統,整體結構圖如下,它主要有以下幾個特點:
信號調節" title="信號調節">信號調節智能化:采用智能化信號調節技術,通過軟件組態就能實現不同類型的信號調節,并且具有自診斷、自檢查、自修理功能,無須進行人工高校,使用方便,精度高,穩定性好。
系統規模大小相宜:可滿足最多 128/站個回路,384 個個人工智能/站點模入點到 2024/站個虛似開關量" title="開關量">開關量等。
真正實現危險性分散:分散程度大,模擬量輸入輸出卡每卡 2-4 點,開關量每卡 4 點,系統危險性進一步分散。
冗余配置更為靈活:任何卡件均可選擇冗余或不冗余。
卡件種類較少:常用 IO 卡件只有 5 種,備品備件數量大為減少,便于維護和修理。
自治性、實時性強:所有卡件均為智能化設計,不僅有利于減輕主機負擔,增加實時性,而且有利于提高系統各卡件的獨立性和可靠性。
通信網絡開放,速度高:各個操作站與管理網采用以太網相連,波特率為 10Mbps, 100 百萬位元/秒,1 Gbps 等。
實時多任務操作系統:所有軟件基于 Windows98/新臺幣平臺開發,操作方便,界面友好,畫面美觀。
工藝情況簡介
我廠丙烷脫瀝青裝置是以常減壓裝置的減壓渣油為原料,以高純度的丙烷為溶劑,生產優質微晶蠟原料—輕脫瀝青油,同時為催化裂化裝置提供低金屬的優質催化料—重脫瀝青油,以及重質燃料油及道路瀝青的調合—半瀝青。所以,在我廠的眾多生產裝置中,丙烷脫瀝青裝置占有很重要的位置,為了使其在生產中能順利及時的生產出合格的各項產品,本裝置在工藝方面采用了先進的混合—沉降,超臨界回收溶劑工藝,而在過程控制" title="過程控制">過程控制方面采用了先進的直流控制系統。
主要儀表控制回路實現:
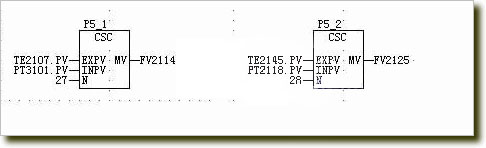
根據工藝流程, IO 點數和現場要求,系統共有 8 幅流程圖,其中高壓及燃料爐部分最為重要,下面以燃燒爐流程圖為例舉例說明串級控制" title="串級控制">串級控制的實現: 燃燒爐有兩個串級控制回路:PIC3101 與 TRC2107 串級和 PIC2118 與 TIC2145 串級,分別控制輕脫油加熱爐和瀝青溶液加熱爐,控制回路方案如圖:

當生產過程處在穩定工況時,被加熱物料的流量、壓力和溫度保持不變,爐出口溫度和爐膛溫度均處于相對平衡狀態,調節閥也保持一定的開度,此時爐出口保持在給定值上。當擾動或工藝波動時,破壞了平衡工況時,串級控制系統便開始了其控制過程,通過簡單的 CSC 模塊編程就可以實現復雜的串級控制過程。加熱爐模塊組態圖如下:
控制系統的實現
系統共配備了 1 個控制站, 2 個操作站。控制采用冗余方式,提高了系統的可靠性。控制站負責數據的采集和處理,并進行控制算法的運算輸出,操作站負責提供人機操作界面,同時也作為工程師站進行組態。
系統輸入輸出點數如下:
1、模擬量輸入:溫度 63 點
標準信號 4-20mV95點
2、模擬量輸出:標準信號 4-20 mA46 點
3、軟件開發: 利用 JX-300 X 提供的資料,開發了友好,易用的全漢字界面,包括工藝流程圖,控制分組圖,趨勢曲線圖,參數修改圖等頁面,容易掌握和操作。利用系統提供的自定義語言程序來實現某些復雜的控制方案。
應用中的一些問題解決辦法
1、操作優化問題:
提高精度及穩定性:對某些流量 (如原料氣、燃料油、蒸汽等) 、液位、壓力等進行溫度、壓力、密度、組分補償,提高了測量信號的靈敏度。同時采用限制變化率的濾波方法,消除測量信號中的幅度大,頻率高的噪聲,例如對爐膛負壓等作濾波處理后,測量信號的平穩性得到極大的改善。
2、提高調節閥的非線性:
有一部分具有非線性工作特性的調節閥,有時會成為控制系統不穩定的因素之一,而使用系統的處理,可對其進行有效的補償。另外,也通過找出閥門開度與閥門增益之間的關系,再依據此關系自動可改變比例帶,使控制回路總增益保持一定,從而提高系統的穩定性。
應用效果
從 SUPCON JX-300 丙烷裝置生產過程集散控制系統應用以來,取得了比較好的應用效果。
1、控制效果好,完全適應和滿足生產工藝的要求。
2、整個生產過程的自動化控制率達 99% 以上,大大降低了操作工的勞動強度,改善了工作環境。
3、系統可靠性較高,降低了儀表維護強度,而且由于系統卡件的通用性,降低了備品備件的庫存量和資金占用,降低了生產成本。
4、系統提供了通訊接口,通過調制器與遠程網關計算機連接,可并入全廠管理網,為日后實現全廠安全生產過程監控網提供了條件。
5、常規儀表相比:丙烷裝置共有 43 個控制回路,其中包括 9 個串級回路,按照常規儀表造價,約合人民幣 50 萬元,而采用浙大中控直流費用為 41.8 萬元,節約人民幣近 9 萬元;
6、人力資源方面:直流實現了過程控制的自動化,使原來多人操作常規儀表變為少數幾個人的完全控制,工藝與儀表維護人員所需人數約減少了 5 人,按每人收入 1.8-2 萬元計算,每年可節省人工成本 9-10 萬元;
7、直流還具有良好的性價比,它功能齊全,技術先進,安全可靠性高,系統的平時無故障時間達到 1.0E+05 天.平時修復時間為 1.0E-02 天,這就為我廠節約了大量的維護資金,如果按故障率 2% 計算 (常規儀表),直流每年可節約近 5 萬元。
此內容為AET網站原創,未經授權禁止轉載。