
由織造原理可知,劍桿織機是一種將經紗與緯紗交織成紡織物的高檔織機設備。它主要由開口機構、打緯機構、引緯機構、送經和卷取機構等組成,其示意圖如圖9—1l所示。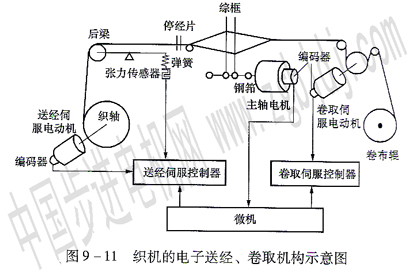
為保證生產連續進行,必須不斷地送出經紗與緯紗,織成織物。而形成織物后,又應該及時將織物引離織口,并卷在布輥上。上面所說的完成經紗放出和織物卷取的機構,分別叫做送經機構和卷取機構。劍桿織機屬于高檔先進的織機。它采用交流伺服電動機構成的電子送經卷取機構,具有高速度、高質量、高可靠性、控制靈活方便的優點。
電子送經機構由經紗張力檢測、信號處理及調節、織軸驅動等三部分組成。在紡織過程中,檢測出經紗張力的大小,而后反饋給計算機做信號處理,與給定的經紗張力比較后,控制送經電動機運動。電動機的轉速與經紗張力的誤差信號成正比,因此電動機的轉動就使經紗的張力被穩定在張力設定值。由此可見,這是一個恒張力控制系統,同時電動機的轉速又調節了送經量的大小,它又是一個位置控制系統。可以這樣認為,電動機在張力信號的作用下,以盡快速度實現運動,送出送經量(位置),而實現恒張力控制。在這個過程中,保證了恒張力條件下的送經采用交流伺服電動機對經紗張力的變化可以做平滑而快速調節。第一個負反饋環由光電編碼器檢測出伺服電動機的精確速度,對速度實現快速高精度控制;第二個反饋環為經紗張力控制,張力傳感器輸出的全幅經紗張力信號與給定值比較,差值作PID調節,控制送經紗電動機的起停或速度,保持經紗張力恒定。經紗張力控制系統 框圖如圖9—12所示。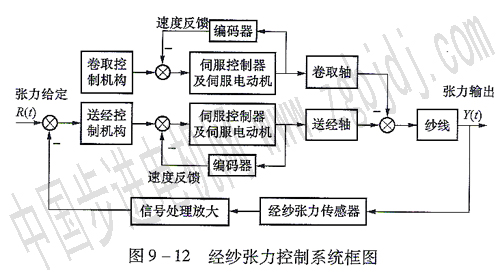 由圖9—11可以看出,在織造過程中,經紗張力傳感器與紗線通過杠桿機構相連,可以測量出當前的經紗張力值,傳送到信號處理放大器,放大到送經控制器可
由圖9—11可以看出,在織造過程中,經紗張力傳感器與紗線通過杠桿機構相連,可以測量出當前的經紗張力值,傳送到信號處理放大器,放大到送經控制器可
以檢測到的水平。計算機根據當前的張力值和設定的張力值進行比較,采用一定的控制算法,輸出一定數量的脈沖(相對于送經量)到伺服單元的電動機上,去控制送經紗電動機的運動。伺服電動機運動經過機械齒輪減速后,帶動經紗軸運動從而實現送經運動。在系統中,控制對象是紗線,控制量為紗線的張力。卷取控制機構帶動紗線向前運動,對于經紗張力控制系統而言實際上是一個擾動,該擾動時刻存在,在不斷地改變著紗線的張力值。在圖9—12中,R(t)是給定的張力值y(t)是實際張力輸出值,就此而言,該送經控制系統實際上是一個通過控制送經量而實現的張力恒值調節系統。
電子卷取機構與送經機構要協同工作,保證按時、定長地將形成的織物引離織口,以獲得工藝所要求的緯密,并保持卷取量準確、恒定,緯密調節快捷、簡便、細微。卷取伺服系統由交流伺服電動機、伺服控制器、卷取輥、減速器、光電編碼器等組成,卷取系統的任務必須與主機旋轉保持同步,變緯密自適應,卷取輥應提供足夠的握持力,保證穩定的傳送織物。
主軸運動由帶光電編碼器的主軸電動機驅動,它要提供織機主軸轉速和位置信號,為整個控制系統提供時間參考。用以保持送經與卷取運動與織機主軸同步,還要實現與織機的其他運動相協調。
在織機的電子送經與卷取系統中,一般的交流伺服電動機都可以滿足要求,只要選擇足夠的功率和速度就可以了。對于主軸電動機采用交流伺服將會取得更好的效果.