
一、 設備配置
設備名稱:程控平板矯平定尺控制系統
設備組成:開卷機、剪板機、19輥薄板矯平機及輔助壓下裝置,其中用19輥薄板矯平機的驅動變頻器采用深圳安邦信E11系列變頻器。
電機功率:30KW
鋼板厚度及寬度:0.6~6mm×1650mm
矯平機速度:7~30m/s
定尺長度:1.5/2/4/6m多種
剪切精度:0.5mm,卷板2mm
二、 平板矯平機的工作原理
由軋鋼廠生產的冷軋板或卷板,必須經過定尺剪切后才能廣泛應用,平板矯平機是將成卷板材矯平并定尺剪裁的專用設備,其工作過程如下:
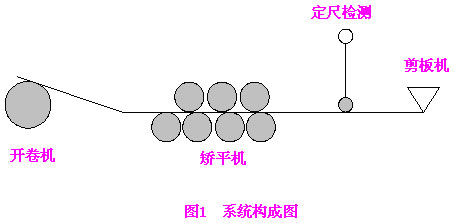

用吊車將整卷板材固定在開卷機上,由開卷機將板材經過輔助壓下裝置送入矯平機;
調節矯平機前后梁,使不同厚度的板材能順利送入矯平機,關閉開卷機;
啟動矯平機,在矯平機出口檢測已矯平的板材長度,達到設定尺要求后迅速停機定位;
剪板機在達到定尺要求后,將板材剪斷,完成一次剪切操作;
上述操作既可由系統自動完成,也可通過手動完成 。
三、 系統特點
在冶金系統中,定尺控制的應用場合非常廣泛,不同場合所用的方法也不盡相同,但基本上都是采用PLC+PG控制方案。本套系統也不例外,它采用三菱PLC完成平板的前進/后退、平板電動、前后梁上升/下降、定尺長度設定、剪板機啟動/停止、剪板機啟動、自動/手動選擇、推進速度選擇等操作,通過 KV2000變頻器多段速度選擇推進速度,并根據剪板機型號選用合適的加減速度,從而提高定尺精度,其控制系統框圖如圖2所示。
四、 變頻器參數設置
表1為本套系統使用的變頻器參數設定值,其它參數均采用出廠參數。在表1的參數中,直流制動時間長達10秒,這主要是為了防止剪切時開卷板材反拽引起的定尺精度的下降,即零頻抱閘,實際使用直流制動的時間不到5S。
