
線纜從主動放線架放出后,經過張力裝置儲線器繞到成圈機的膨脹芯軸上去。
當達到了設定長度時,成圈機即自動停車。將下托盤降低,并將移動臺上的包裝紙推到圈線下面,圈線自動落入紙匣中。
移動臺退出后,下托盤升至工作位置,開始下一圈的繞線。
整個流程擺桿保證交叉卷繞位置及形狀正確。卷繞及放線張力由儲線器張力臂控制恒定,并保證主動放線架同步。如圖:
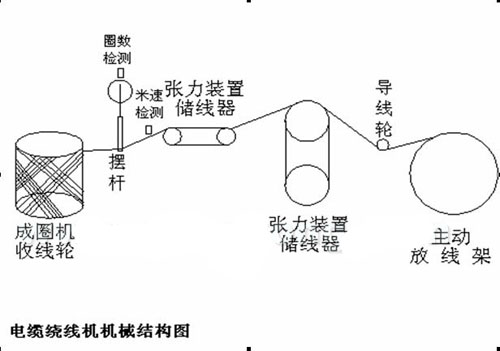
電纜繞線機械結構圖
1.工藝要求:
a. 擺桿與成圈機收線輪同步,電纜密集度要均勻;
b.擺桿每30圈為一個周期,到達30圈重新回到起點繞制第二圈,預留中間出線孔,出線孔位置要一致,不能被電纜壓住,為2段速運行,直到到達預定米數停機。
2.伺服功能要求:
a.位置控制模式,追蹤成圈機收線輪的速度,以達到速度同步和電纜密度的要求;
b.速度切換功能,30圈為一周期并預留出線孔位置。
3.控制方案及調試說明:
成圈機收線輪用的是歐陸514系列2.2kW變頻,主要做成圈機收線輪調速作用,擺桿用的威科達VB系列伺服驅動器,控制擺桿電機,根據成圈機收線輪的編碼器給定信號和擺桿電機的編碼器反饋信號進行調節速度,來保持擺線和收線的同步,通過圈數檢測光電開關,來切換速度,保持出線孔的位置。系統控制如圖:
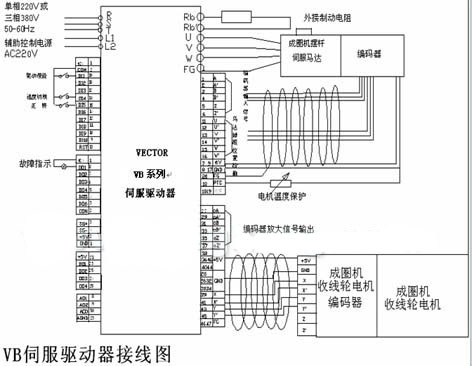
VB伺服驅動器接線圖
威科達VB系列伺服具體的調試參數說明:(擺桿電機)
恢復出廠值設置以下將介紹如何執行動作,并且每臺新的驅動器都必須執行此操作:
1. 驅動器接上電源后,通電。
2. 設定 F.094=249。
3. 按兩次 PAR 鍵,然后按 RESET 鍵;執行復位動作。
4. 驅動器會自動重置兩次。
如此即完成驅動器重置的動作,參數恢復了出廠值。驅動器與伺服馬達的自學習在自學習前,請先開放 FR/W 資料設定(即設 F.095=0 和 F.096=1)。
H.450~H.499 為永磁式無刷伺服馬達參數.(自學習時馬達應脫開負載).
1 永磁式無刷伺服馬達的自學習
自學習前必須首先手動設定以下參數:
1. 設定馬達額定轉速 H.460(rpm)。
2. 設定馬達額定電流 H.461=(馬達額定電流/驅動器額定電流)×100%。
3. 設定馬達繞線方向 H.492=1;
4. 設定 H.094=235。
5. 執行軟件或者硬件復位,開始自學習。
自學習作業過程中,驅動器將自動檢測馬達特性并自動設定相關的馬達參數;
驅動器此時將自動使用馬達參數組別#3(H.450~H.499)設定永磁式無刷伺服馬達參數。
自學習作業完成后,驅動器將設 F.094=232 并載入永磁式無刷伺服馬達的速度控制模式有關的參數。
1. H.452 編碼器(Encoder)的每轉脈沖數(PPR) 。
2. H.453 正轉時A相領先或落后B相。
3. H.457 馬達額定電壓(馬達額定電壓/輸入電壓)。
4. H.458 馬達最大電壓(和H.457相同)。
5. H.459 轉矩提升電壓設定為0。
6. H.462 馬達最大電流設定為100%。
7. H.463 激磁電流設定為0。
8. H.464 馬達極數。
9. H.465 馬達最高容許轉速設定。
10. H.466 馬達最低容許轉速設定為0rpm。
11. H.467 馬達滑差速設定為0。
12. H.470 電流控制回路的比例增益。
13. H.471 電流控制回路的積分增益。
14. H.473 速度控制回路的比例增益。
15. H.474 速度控制回路的積分增益。
2 以位置控制模式運轉
設定 F.094=233,再執行復位動作,CPU 自動設定下列參數:
F.188=3 選擇馬達參數組別#3(H.450~H.499)
H.450=3 選擇永磁式無刷伺服馬達閉回路控制
H.480=1 選擇位置控制模式
H.481=1 選擇由XY脈沖輸入控制的追蹤模式
H.482~H.483=0 無轉矩控制
F.141=102 DI1(102)驅動器由 DI1 激活
F.145=73 DI5(73)正向運轉 (當 DI5 端子ON時)
F.146=74 D16(74)反向運轉 (當 DI6 端子ON時)
F.181=0 & F.039=0.2 運轉命令來自鍵盤
F.040=0.25 速度輸入由 F.000 設定
F.000=500 預設速度=500rpm
F.130=0 選擇四倍率XY脈沖輸入
F.133=1000 XY脈沖信號乘率系數=1000
F.134=1000 XY脈沖信號除率系數=1000
連接 DI1 至 COM 啟動驅動器。
按鍵盤的 FWD 鍵, 驅動器接收 XY 脈沖信號,馬達速度﹑方向由 XY 脈沖信號決定。
修改 F.133、F.134,觀察脈沖信號的影響。
然后在設定速度切換端子F 144=65,來切換2段速度的比例系數,以達到預留孔的位置。
通過現場調試實驗證明, 匣式成圈機擺桿使用深圳威科達VB系列伺服驅動器后,電纜繞線的密度排列均勻,孔位精確,繞線的速度也有所提高,完全符合匣式成圈機的工藝要求。